
|
Defect
|
Possible Cause
|
Solution
|
|---|---|---|
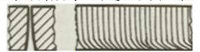 Significant deviation in drag lines at the bottom
Significant deviation in drag lines at the bottom
|
Feed rate too high
Laser power too low Air pressure too low Focal point too high |
Reduce feed rate
Increase laser power Increase air pressure Lower the focal point |
 Droplet-shaped, easily removable burrs
Droplet-shaped, easily removable burrs
|
Feed rate too high
Air pressure too low Focal point too high |
Reduce feed rate
Increase air pressure Lower the focal point |
 Burrs joined together
Burrs joined together
|
High focal point
|
Lower the focal point
|
 Burrs on the bottom are difficult to remove
Burrs on the bottom are difficult to remove
|
Feed rate too high
Air pressure too low Impure gas Focal point too high |
Reduce feed rate
Increase air pressure Use purer gas Lower the focal point |
 Burrs only on one side
Burrs only on one side
|
Nozzle misaligned
Defective nozzle |
Align nozzle
Replace nozzle |
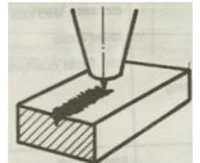 Material expelled from the top
Material expelled from the top
|
Power too low
Feed rate too high |
If this occurs, press the pause button immediately to prevent slag from splashing onto the focusing lens. Then increase power, reduce feed rate
|
 Inconsistent cutting on a beveled surface
Inconsistent cutting on a beveled surface
|
Improper or defective full-reflective mirror
Improperly installed full-reflective mirror placed in the deflection mirror position |
Check full-reflective mirror
Check deflection mirror |
 Blue plasma, workpiece not fully cut through
Blue plasma, workpiece not fully cut through
|
Incorrect processing gas (N2)
Feed rate too high Power too low |
If this occurs, press the pause button immediately to prevent slag from splashing onto the focusing lens. Use oxygen as the processing gas, reduce feed rate, increase power
|
 Imprecise cutting surface
Imprecise cutting surface
|
Air pressure too high
Damaged nozzle Nozzle diameter too large Poor material quality |
Reduce air pressure
Replace nozzle Install appropriate nozzle Use material with a smooth and even surface |
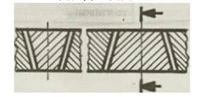
 Slanted drag lines with narrowed cut at the bottom
Slanted drag lines with narrowed cut at the bottom
|
Feed rate too high
|
Reduce feed rate
|
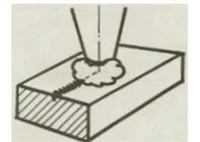
 Cratering
Cratering
|
Air pressure too high
Feed rate too low Focus point too high Rust on the sheet surface Overheated workpiece Impure material |
Reduce air pressure
Increase feed rate Lower the focus point Use better quality materials |
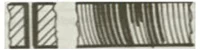 Very rough cutting surface
Very rough cutting surface
|
Focal point too high
Air pressure too high Feed rate too low Material too hot |
Lower the focal point
Reduce air pressure Increase feed rate Cool the material |