




Aluminum alloys, known for their high strength-to-weight ratio and excellent corrosion resistance, are favored lightweight structural materials extensively employed in industries such as automotive, rail transportation, aerospace, and shipbuilding. In recent years, welding technology has gained significant attention and application in enhancing the efficiency of structural material utilization, reducing structural weight, and achieving cost-effective manufacturing of complex structures using dissimilar materials. Among these welding technologies, aluminum alloy laser welding has been receiving increasing recognition and utilization in the market.
Compared to other welding methods, laser welding offers advantages such as concentrated heating, low heat input, a large depth-to-width ratio of weld seams, minimal weld distortion, and the ability to integrate welding processes easily, allowing for high-speed, high-precision welding. Some of the advantages include:
In this method, high-energy-density laser beams melt the base material's surface to create a weld joint. Aluminum alloys reflect laser light, requiring high laser power and tight tolerances for parts gaps. Self-fusion welding is commonly used in the automotive industry and the sealing of battery housings in electric vehicles.
Laser filling welding employs an automatic wire feeding device to continuously introduce filler metal into the weld pool. This method is less sensitive to gaps between parts and improves the metallurgical properties of the weld, preventing cracking and porosity. It is typically used for exterior components in vehicles.
This technique combines laser and electric arc welding to optimize both sources' advantages. It enhances the absorption of laser energy by the aluminum alloy, improves the weld's surface quality, and reduces the need for high precision in parts fit-up. Laser-arc hybrid welding enhances the weld quality and speed, making it suitable for various applications.
Laser welding is an efficient and precise welding method that uses a high-energy-density laser beam as a heat source. When applied to aluminum alloy welding, laser welding machines offer advantages such as high welding speed, deep penetration, minimal distortion, excellent process flexibility, and suitability for automation. It has found extensive applications in aerospace, automotive manufacturing, light industrial electronics, and other fields. However, when applied to aluminum alloy laser welding, there are also challenges and issues to address.
Aluminum alloys exhibit strong reflectivity to laser beams due to the high density of free electrons within the material in its solid state. These free electrons interact with the photons in the laser beam, causing energy to be reflected. Studies have shown that aluminum alloys can reflect as much as 90% of CO2 laser light and nearly 80% of solid-state laser light. Additionally, aluminum alloys have high thermal conductivity, leading to their low absorption of laser energy. Therefore, it is necessary to take appropriate measures to improve the laser absorption of aluminum alloys.
Optimization Measures:
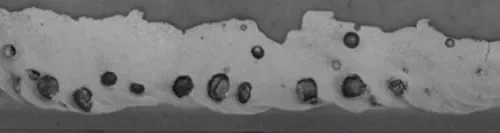
Pores are the most common and significant defects in aluminum alloy laser welding. Pores can be classified into two categories. The first category results from the rapid decrease in hydrogen solubility during cooling of aluminum alloy laser welding. The hydrogen content in the molten state of aluminum alloy can reach 0.69 mL/100g, while it decreases to 0.036 mL/100g after cooling and solidification, leading to the precipitation of supersaturated hydrogen and the formation of hydrogen pores. Additionally, there is an oxide film on the surface of aluminum alloys, and during welding, the crystalline water on the aluminum alloy surface, as well as moisture from the air and shielding gas, decompose directly into hydrogen. These hydrogen pores do not escape during the rapid cooling process of aluminum alloy laser welding, leading to their formation in the weld seam. The second category results from unstable keyhole formation during the laser welding process, which collapses without liquid metal filling, leading to hole formation. Excessive pores reduce weld seam density, decrease joint load-carrying capacity, and may lead to reduced joint strength and ductility.
Optimization Measures:
There are several measures to reduce pore defects in aluminum alloy laser welding, such as changing the laser beam’s path, using beam oscillation to agitate the weld pool, increasing the likelihood of pore escape, using filler wire or alloy powder, and employing double-spot laser technology and laser hybrid welding. However, completely eliminating pores is challenging.
The formation of hot cracks in aluminum alloy laser welding is primarily related to the material’s characteristics and welding process. Aluminum alloys exhibit significant shrinkage during solidification, with a shrinkage rate of up to 5%. This leads to high welding stress and deformation. Moreover, aluminum alloy weld metal can form low-melting-point eutectic structures along grain boundaries during crystallization, weakening the grain boundary bonding and resulting in hot cracks under tensile stress.
Optimization Measures:
Reducing the tendency for hot cracking can be achieved by using filler wire or alloy powder and adjusting welding process parameters to control the heating and cooling rates.
“Softening” refers to the phenomenon of reduced strength and hardness in a welded joint. When using laser welding for aluminum alloy joints, the weld seam microstructure and the heat-affected zone (HAZ) also experience softening. Extensive research indicates that the phenomenon of softening in aluminum alloy welding is challenging to eliminate fundamentally. However, compared to gas tungsten arc welding, laser welding reduces heat input, resulting in a narrower softening zone. Aluminum alloy laser-welded joints exhibit lower degrees of “softening” than those produced using gas tungsten arc welding, and tensile strength increases with welding speed.
The influence of the plasma on the welding process is noteworthy. The low ionization energy of aluminum elements makes it easier to form a metal plasma during laser welding, causing refraction and deflection of the laser, altering the laser beam’s focal point, reducing penetration depth, and affecting the quality of the welded joint.
Optimization Measures:
Employing the powder preplacement method on the workpiece surface can mitigate plasma expansion instability in the vertical direction, maintaining relatively stable plasma oscillation amplitudes on the workpiece surface.
Aluminum alloy laser welding has specific requirements and advantages in various application areas:
Laser welding is widely used in automotive manufacturing, especially for body components like doors, hoods, and chassis. It ensures structural strength and quality while increasing production efficiency.
In the aerospace industry, aluminum alloys are used to manufacture aircraft fuselages, wings, engine components, and aerospace vehicles. Laser welding is crucial for producing and repairing these components, maintaining performance and safety.
Aluminum alloys are used for casings, heat sinks, and connecting components in electronic devices. Laser welding ensures high performance and reliability in these applications.
High-speed and commuter trains are often constructed using aluminum alloys. Laser welding is used for welding body structures, wheel hubs, and connecting aluminum railcar compartments.
Aluminum alloys are used in the construction of high-speed vessels, yachts, and marine equipment. Laser welding plays a significant role in creating durable ship structures with reduced material waste.
Space exploration demands lightweight and durable materials. Aluminum alloy laser welding is used for welding and manufacturing components of spacecraft, satellites, and probes, ensuring their strength and stability in the extreme space environment.
Aluminum alloys are used in building construction for door and window frames, curtain walls, and other structural components. Laser welding ensures the longevity and structural integrity of these components.
Aluminum alloy laser welding technology has found wide applications in various industrial sectors, offering high-quality welding solutions due to its efficiency, precision, and controllability. Compared to traditional welding methods, aluminum alloy laser welding presents several advantages, including high energy density, low heat input, small heat-affected zone, rapid cooling, high precision, and excellent weld quality, all while reducing time and costs.
Different aluminum alloy laser welding techniques, such as laser self-fusion welding, laser cladding welding, and laser-arc hybrid welding, are suitable for various application areas. These technologies cater to unique requirements in the automotive, aerospace, electronics, rail transportation, shipbuilding, space exploration, and construction fields. They contribute to improving product quality, reducing material waste, enhancing product performance, and increasing production efficiency.
However, aluminum alloy laser welding faces challenges such as low laser absorption by aluminum alloys, pore formation issues, susceptibility to hot cracking, and softening of weld seam microstructure and the heat-affected zone. To overcome these challenges, a series of optimization measures have been developed, including increasing laser power density, surface pretreatment, adjustment of welding process parameters, and the use of filler wire or alloy powder.
In summary, aluminum alloy laser welding technology plays a vital role in modern manufacturing, offering high-quality welding solutions across various applications. With increasing demands for more efficient and lighter materials, the prospects for the application of this welding method are expected to expand, leading to more opportunities for innovation and development in various industries.
Yupec Laser Germany GmbH
Itterpark 2, 40724 Hilden
Germany
Subscribe for our newsletter
© Copyright 2025 by YUPEC
Leave your details to be contacted by one of our specialists
Any questions?
Our experts will help you quickly.