
|
Difetto
|
Causa possibile
|
Soluzione
|
|---|---|---|
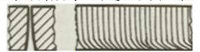 Deviazione significativa delle linee di trascinamento nella parte inferiore
Deviazione significativa delle linee di trascinamento nella parte inferiore
|
Velocità di avanzamento troppo alta
potenza del laser troppo bassa Pressione dell'aria troppo bassa Punto focale troppo alto |
Ridurre la velocità di avanzamento
Aumentare la potenza del laser Aumentare la pressione dell'aria Abbassare il punto focale |
 Bave a forma di goccia, facilmente rimovibili
Bave a forma di goccia, facilmente rimovibili
|
Velocità di avanzamento troppo alta
Pressione dell'aria troppo bassa Punto focale troppo alto |
Ridurre la velocità di avanzamento
Aumentare la pressione dell'aria Abbassare il punto focale |
 Bave unite tra loro
Bave unite tra loro
|
Punto focale troppo alto
|
Abbassare il punto focale
|
 Bave nella parte inferiore difficili da rimuovere
Bave nella parte inferiore difficili da rimuovere
|
Velocità di avanzamento troppo alta
Pressione dell'aria troppo bassa Gas impuro Punto focale troppo alto |
Ridurre la velocità di avanzamento
Aumentare la pressione dell'aria Usare gas più puro Abbassare il punto focale |
 Bave solo su un lato
Bave solo su un lato
|
Ugello non allineato
Ugello difettoso |
Allineare l'ugello
Sostituire l'ugello |
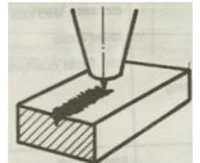 Materiale espulso dall'alto
Materiale espulso dall'alto
|
Potenza troppo bassa
Velocità di avanzamento troppo alta |
In tal caso, premere immediatamente il pulsante di pausa per evitare che la scoria schizzi sulla lente di messa a fuoco. Quindi aumentare la potenza, ridurre la velocità di avanzamento
|
 Taglio irregolare su una superficie inclinata
Taglio irregolare su una superficie inclinata
|
Specchio completamente riflettente difettoso o improprio
Specchio completamente riflettente installato impropriamente al posto dello specchio deflettore |
Controllare lo specchio completamente riflettente
Controllare lo specchio deflettore |
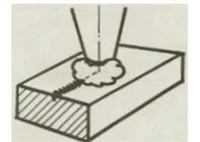 Plasma blu, pezzo non completamente tagliato
Plasma blu, pezzo non completamente tagliato
|
Gas di lavorazione errato (N2)
Velocità di avanzamento troppo alta Potenza troppo bassa |
In tal caso, premere immediatamente il pulsante di pausa per evitare che la scoria schizzi sulla lente di messa a fuoco. Usare l'ossigeno come gas di lavorazione, ridurre la velocità di avanzamento, aumentare la potenza
|
 Superficie di taglio imprecisa
Superficie di taglio imprecisa
|
Pressione dell'aria troppo alta
Ugello danneggiato Diametro dell'ugello troppo grande Materiale di scarsa qualità |
Ridurre la pressione dell'aria
Sostituire l'ugello Installare un ugello adeguato Usare materiale con una superficie liscia e uniforme |
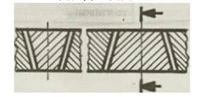
 Slanted drag lines with narrowed cut at the bottom
Slanted drag lines with narrowed cut at the bottom
|
Velocità di avanzamento troppo alta
|
Ridurre la velocità di avanzamento
|
 Crateri
Crateri
|
Pressione dell'aria troppo alta
Velocità di avanzamento troppo bassa Punto focale troppo alto Ruggine sulla superficie della lamiera Pezzo surriscaldato Materiale impuro |
Ridurre la pressione dell'aria
Aumentare la velocità di avanzamento Abbassare il punto focale Usare materiale di migliore qualità |
 Superficie di taglio molto ruvida
Superficie di taglio molto ruvida
|
Punto focale troppo alto
Pressione dell'aria troppo alta Velocità di avanzamento troppo bassa Materiale troppo caldo |
Abbassare il punto focale
Ridurre la pressione dell'aria Aumentare la velocità di avanzamento Raffreddare il materiale |