
|
Défaut
|
Cause Possible
|
Solution
|
|---|---|---|
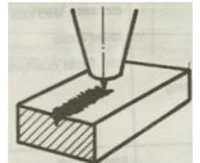
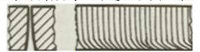 Déviation significative des lignes de traction en bas
Déviation significative des lignes de traction en bas
|
Vitesse d'avance trop élevée
Puissance du laser trop faible Pression d'air trop basse Point focal trop haut |
Réduire la vitesse d'avance
Augmenter la puissance du laser Augmenter la pression d'air Abaisser le point focal |
 Bavures en forme de gouttes, facilement amovibles
Bavures en forme de gouttes, facilement amovibles
|
Vitesse d'avance trop élevée
Pression d'air trop basse Point focal trop haut |
Réduire la vitesse d'avance
Augmenter la pression d'air Abaisser le point focal |
 Bavures jointes entre elles
Bavures jointes entre elles
|
Point focal trop haut
|
Abaisser le point focal
|
 Bavures en bas difficiles à enlever
Bavures en bas difficiles à enlever
|
Vitesse d'avance trop élevée
Pression d'air trop basse Gaz impur Point focal trop haut |
Réduire la vitesse d'avance
Augmenter la pression d'air Utiliser un gaz plus pur Abaisser le point focal |
 Bavures sur un seul côté
Bavures sur un seul côté
|
Buse désalignée
Buse défectueuse |
Aligner la buse
Remplacer la buse |
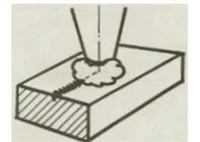
 Matériau expulsé par le haut
Matériau expulsé par le haut
|
Puissance trop faible
Vitesse d'avance trop élevée |
Si cela se produit, appuyez immédiatement sur le bouton de pause pour éviter que la scorie ne gicle sur la lentille de focalisation. Ensuite, augmentez la puissance, réduisez la vitesse d'avance
|
 Découpe incohérente sur une surface inclinée
Découpe incohérente sur une surface inclinée
|
Miroir totalement réfléchissant défectueux ou inadéquat
Miroir totalement réfléchissant installé incorrectement à la place du miroir de déviation |
Vérifier le miroir totalement réfléchissant
Vérifier le miroir de déviation |
 Plasma bleu, pièce non complètement coupée
Plasma bleu, pièce non complètement coupée
|
Gaz de traitement incorrect (N2)
Vitesse d'avance trop élevée Puissance trop faible |
Si cela se produit, appuyez immédiatement sur le bouton de pause pour éviter que la scorie ne gicle sur la lentille de focalisation. Utilisez de l'oxygène comme gaz de traitement, réduisez la vitesse d'avance, augmentez la puissance
|
 Surface de coupe imprécise
Surface de coupe imprécise
|
Pression d'air trop élevée
Buse endommagée Diamètre de la buse trop grand Mauvaise qualité du matériau |
Réduire la pression d'air
Remplacer la buse Installer une buse appropriée Utiliser un matériau avec une surface lisse et uniforme |
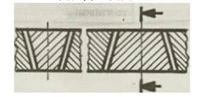
 Lignes de traction inclinées avec coupe rétrécie en bas
Lignes de traction inclinées avec coupe rétrécie en bas
|
Vitesse d'avance trop élevée
|
Réduire la vitesse d'avance
|
 Cratères
Cratères
|
Pression d'air trop élevée
Vitesse d'avance trop basse Point focal trop haut Rouille sur la surface de la feuille Pièce surchauffée Matériau impur |
Réduire la pression d'air
Augmenter la vitesse d'avance Abaisser le point focal Utiliser un matériau de meilleure qualité |
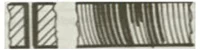 Surface de coupe très rugueuse
Surface de coupe très rugueuse
|
Point focal trop haut
Pression d'air trop élevée Vitesse d'avance trop basse Matériau trop chaud |
Abaisser le point focal
Réduire la pression d'air Augmenter la vitesse d'avance Refroidir le matériau |