- Puissance de Sortie : Le soudage laser implique une densité d'énergie seuil. En dessous de cette valeur, la profondeur de fusion est faible. Une fois cette valeur atteinte ou dépassée, la profondeur de fusion augmente considérablement. Le plasma n'est généré que lorsque la densité de puissance du laser sur la surface de la pièce dépasse le seuil (lié au matériau), indiquant le début d'un soudage par pénétration profonde stable. Si la puissance du laser est inférieure à ce seuil, seule une fusion de surface se produit, entraînant un soudage par conduction thermique stable. Lorsque la densité de puissance du laser est proche des conditions critiques pour la formation de pores, le processus de soudage devient instable, entraînant une fluctuation significative de la profondeur de fusion. La puissance du laser contrôle à la fois la profondeur de fusion et la vitesse de soudage lors du soudage par pénétration profonde. La profondeur de fusion est directement liée à la densité de puissance du faisceau incident et à la taille du point focal. En général, une puissance laser plus élevée entraîne des vitesses de soudage plus rapides, mais une puissance excessive peut provoquer une profondeur de fusion trop importante, entraînant des défauts tels que des fissures. Il est donc recommandé de privilégier la détermination de la plage de puissance effective pour un meilleur réglage des paramètres pendant le processus de réglage.
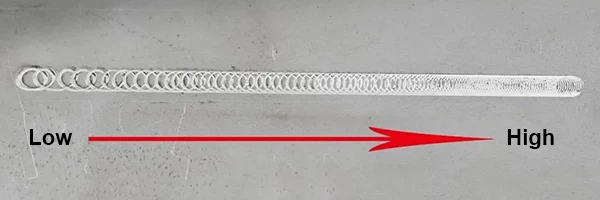
- Vitesse de Soudage : Des vitesses de soudage plus élevées entraînent des profondeurs de fusion moins importantes. Un grand et large bain de fusion se forme à basse vitesse, ce qui le rend propice à l'effondrement. Lors du soudage à grande vitesse, l'écoulement intense du métal liquide au centre du bain de fusion se solidifie des deux côtés de la soudure avant d'avoir la chance de se redistribuer, ce qui entraîne une soudure inégale. Par conséquent, Yupec Laser recommande d'utiliser un soudage à haute vitesse pour les plaques minces ou les matériaux ayant une bonne soudabilité et des vitesses plus faibles pour les plaques épaisses et les matériaux difficiles.
- Forme d'Onde du Laser : Les formes d'onde du laser comprennent les formes d'onde d'impulsion couramment utilisées pour les lasers pulsés et les formes d'onde de soudage de joint pour le soudage continu. Par exemple, lors du soudage de matériaux à haute réflectivité tels que le cuivre, l'aluminium, l'or ou l'argent, une forme d'onde trapézoïdale peut être utilisée pour surmonter la barrière de haute réflectivité. Pour les métaux noirs comme le fer et le nickel avec une faible réflectivité de surface, des ondes rectangulaires ou des ondes s'atténuant progressivement sont préférables.
- Fréquence des Impulsions : La fréquence des impulsions, la taille du faisceau et la vitesse de soudage doivent être adaptées pour obtenir le taux de chevauchement désiré. En général, un taux de chevauchement plus élevé entraîne une soudure plus lisse, mais la vitesse de soudage diminue également en conséquence. Lorsque la fréquence des impulsions laser dépasse une certaine valeur, le taux de chevauchement devient trop élevé, dépassant la limite de soudage du matériau et entraînant une pénétration ou des éclaboussures de soudure.
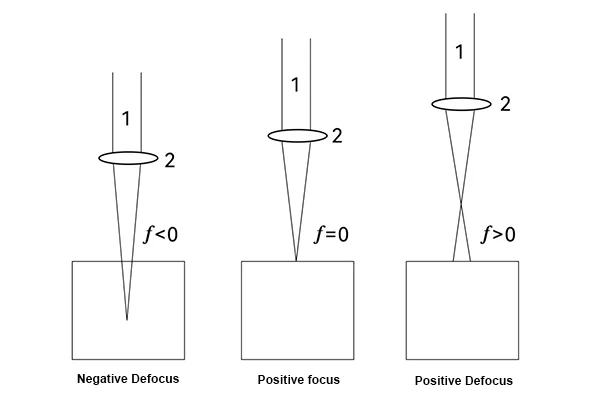
- Quantité de Défocalisation Il existe deux types de défocalisation : la défocalisation positive et la défocalisation négative. La défocalisation positive place le plan focal au-dessus de la pièce, tandis que la défocalisation négative le place en dessous. Avec la défocalisation négative, la densité de puissance interne du matériau est supérieure à celle en surface, le rendant propice à une fusion et à une vaporisation plus fortes, permettant à la lumière de pénétrer plus profondément dans le matériau. Dans les applications pratiques, la défocalisation négative est utilisée lorsque la profondeur de fusion est importante, tandis que la défocalisation positive est adaptée au soudage de matériaux fins.
- Largeur d'Impulsion : Ce paramètre s'applique principalement aux machines de soudage laser à impulsions. La largeur d'impulsion est l'un des paramètres importants des machines de soudage laser à impulsions. Il fait la distinction entre l'élimination de matériau et la fusion de matériau et est un paramètre clé qui détermine le coût et le volume de l'équipement de traitement. Une largeur d'impulsion plus longue entraîne un diamètre de soudure plus grand, et pour la même distance de travail, une profondeur de fusion plus importante.