
|
Defecto
|
Causa Posible
|
Solución
|
|---|---|---|
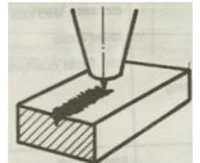
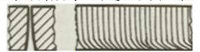 Desviación significativa en las líneas de arrastre en la parte inferior
Desviación significativa en las líneas de arrastre en la parte inferior
|
Velocidad de avance demasiado alta
Potencia del láser demasiado baja, Presión del aire demasiado baja Punto focal demasiado alto |
Reducir la velocidad de avance
Aumentar la potencia del láser Aumentar la presión del aire Bajar el punto focal |
 Rebabas en forma de gota, fácilmente removibles
Rebabas en forma de gota, fácilmente removibles
|
Velocidad de avance demasiado alta
Presión del aire demasiado baja Punto focal demasiado alto |
Reducir la velocidad de avance
Aumentar la presión del aire Bajar el punto focal |
 Rebabas unidas entre sí
Rebabas unidas entre sí
|
Punto focal demasiado alto
|
Bajar el punto focal
|
 Rebabas en la parte inferior difíciles de remover
Rebabas en la parte inferior difíciles de remover
|
Velocidad de avance demasiado alta
Presión del aire demasiado baja Gas impuro Punto focal demasiado alto |
Reducir la velocidad de avance
Aumentar la presión del aire Usar gas más puro Bajar el punto focal |
 Rebabas solo en un lado
Rebabas solo en un lado
|
Boquilla desalineada
Boquilla defectuosa |
Alinear la boquilla
Reemplazar la boquilla |
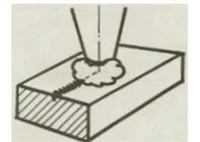
 Material expulsado desde la parte superior
Material expulsado desde la parte superior
|
Potencia demasiado baja
Velocidad de avance demasiado alta |
Si esto ocurre, presione inmediatamente el botón de pausa para evitar que las escorias salpiquen sobre la lente de enfoque. Luego, aumente la potencia, reduzca la velocidad de avance
|
 Corte inconsistente en una superficie inclinada
Corte inconsistente en una superficie inclinada
|
Espejo totalmente reflectante defectuoso o inadecuado
Espejo totalmente reflectante instalado incorrectamente en la posición del espejo deflector |
Revisar el espejo totalmente reflectante
Revisar el espejo deflector |
 Plasma azul, pieza no completamente cortada
Plasma azul, pieza no completamente cortada
|
Gas de procesamiento incorrecto (N2)
Velocidad de avance demasiado alta Potencia demasiado baja |
Si esto ocurre, presione inmediatamente el botón de pausa para evitar que las escorias salpiquen sobre la lente de enfoque. Utilice oxígeno como gas de procesamiento, reduzca la velocidad de avance, aumente la potencia
|
 Superficie de corte imprecisa
Superficie de corte imprecisa
|
Presión del aire demasiado alta
Boquilla dañada Diámetro de la boquilla demasiado grande Material de baja calidad |
Reducir la presión del aire
Reemplazar la boquilla Instalar una boquilla adecuada Utilizar material con una superficie lisa y uniforme |
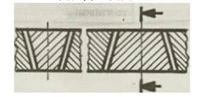
 Slanted drag lines with narrowed cut at the bottom
Slanted drag lines with narrowed cut at the bottom
|
Velocidad de avance demasiado alta
|
Reducir la velocidad de avance
|
 Cráteres
Cráteres
|
Presión del aire demasiado alta
Velocidad de avance demasiado baja Punto focal demasiado alto Óxido en la superficie de la lámina Pieza sobrecalentada Material impuro |
Reducir la presión del aire
Aumentar la velocidad de avance Bajar el punto focal Usar material de mejor calidad |
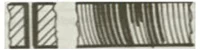 Very rough cutting surface
Very rough cutting surface
|
Punto focal demasiado alto
Presión del aire demasiado alta Velocidad de avance demasiado baja Material demasiado caliente |
Bajar el punto focal
Reducir la presión del aire Aumentar la velocidad de avance Enfriar el material |