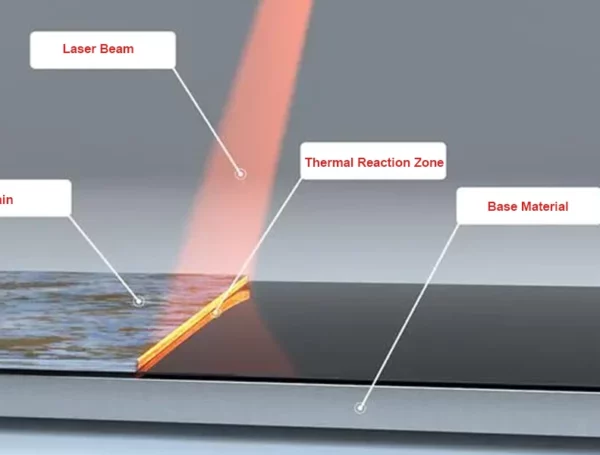







El corte láser de alta potencia es un proceso de fabricación de vanguardia que utiliza un haz láser de alta densidad de energía para cortar con precisión y eficiencia diversos materiales. A diferencia de los métodos de corte tradicionales que pueden implicar contacto físico con el material o herramientas mecánicas, el corte láser de alta potencia emplea un haz láser enfocado para generar calor intenso en el punto de corte, vaporizando, fundiendo o ablacionando eficazmente el material.
El haz láser enfocado permite cortes extremadamente precisos y limpios, lo que resulta en productos terminados de alta calidad con mínima distorsión, rebabas o bordes ásperos. Esto hace que el corte láser de alta potencia sea ideal para aplicaciones donde la precisión y el acabado son primordiales.
Alta potencia máquina de corte láser ofrecen velocidades de corte rápidas y una alta eficiencia de procesamiento en comparación con el equipo de corte convencional. La energía concentrada del haz láser permite una eliminación rápida de material, lo que lo convierte en una solución rentable para procesos de fabricación industrial.
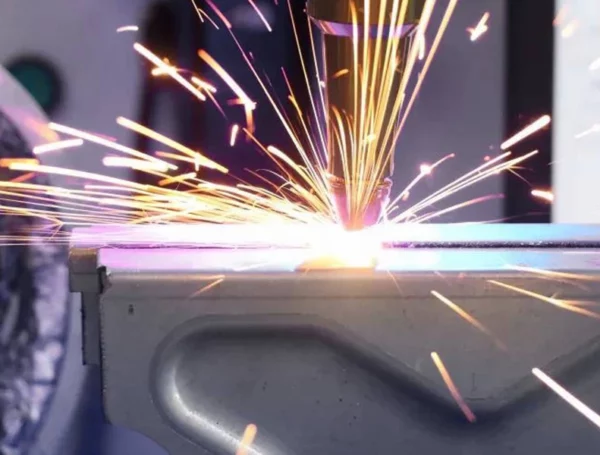
A diferencia de los métodos de corte mecánico que implican contacto físico entre herramientas de corte y el material, el corte láser de alta potencia es un proceso sin contacto. Esto elimina el riesgo de desgaste de herramientas, contaminación o daño a materiales delicados, y permite cortar formas intrincadas sin necesidad de herramientas adicionales.
El corte láser de alta potencia es versátil y se puede aplicar a una amplia gama de metales, como acero, aluminio, titanio, cobre y más. Esta versatilidad lo convierte en una opción preferida en industrias que abarcan automotriz, aeroespacial, electrónica, dispositivos médicos, y más.
En general, la tecnología de corte láser de alta potencia representa una solución de vanguardia para la fabricación de precisión, ofreciendo calidad de corte superior, eficiencia, versatilidad y adaptabilidad en una amplia gama de industrias y aplicaciones.
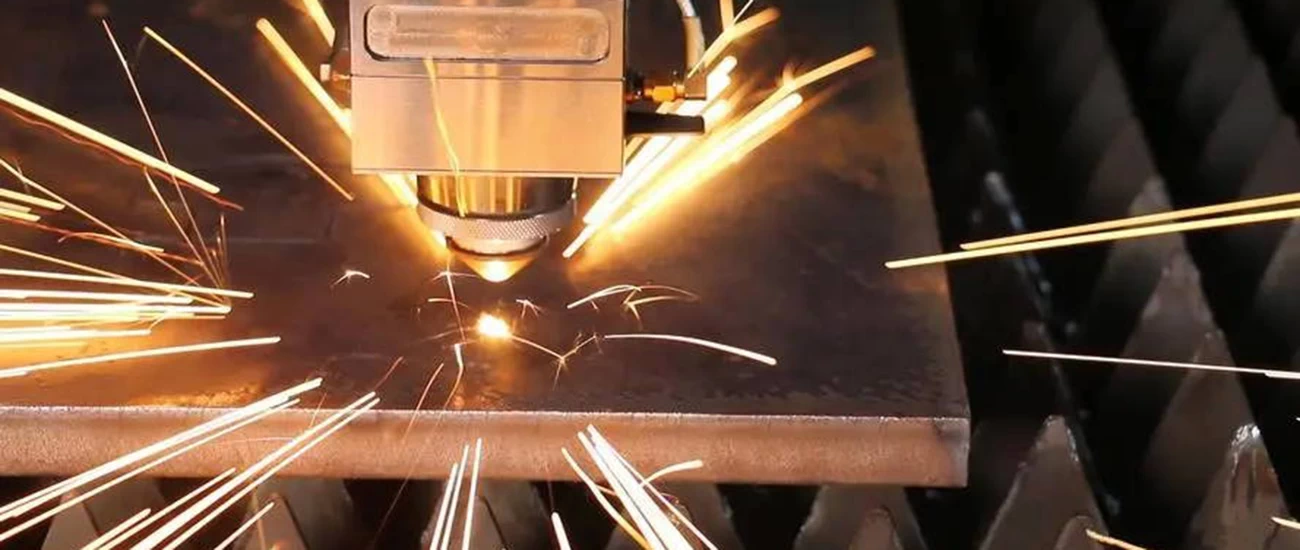
En general, los parámetros importantes del proceso que afectan la calidad del corte incluyen la velocidad de corte, la potencia láser, el gas auxiliar, la posición del enfoque, las láser boquillas, y las propiedades del material. Se puede ver que hay muchos factores que afectan el proceso de corte láser. Si el control es inadecuado o los parámetros no son precisos, la precisión del corte y la calidad del corte se verán afectadas.
Echemos un vistazo a los defectos comunes de corte y sus soluciones en el procesamiento diario.
1.1 Las rayas en la capa superior y las líneas de arrastre en la capa inferior de la chapa metálica son excesivamente ásperas.
1.2 La capa superior de la chapa metálica muestra rayas ligeramente ásperas, con muescas menores o más profundas, mientras que la capa inferior muestra mejores líneas de arrastre.
1.3 La capa superior de la sección de chapa metálica muestra una buena rayado, pero hay escoria colgando en la parte inferior, lo que afecta la calidad de la sección.
2.1 Al cortar láminas delgadas de acero inoxidable, puede ocurrir delaminación y superficies de corte ásperas.
2.2 Al cortar placas gruesas de acero inoxidable, se encuentra con cortes incompletos. La sección de corte no llega hasta el fondo de la placa.
2.3 Al cortar placas gruesas de acero inoxidable, se encuentra con deslaminación. Ajustar la presión de aire y las cantidades de enfoque positivo/negativo no produce una mejora significativa en el resultado.
Yupec Laser Germany GmbH
Itterpark 2, 40724 Hilden
Alemania
Suscríbete a nuestro boletín
© Copyright 2025 by YUPEC
Deja tus datos para ser contactado por uno de nuestros especialistas
¿Alguna pregunta?
Nuestros expertos te ayudarán pronto.