
|
Defekt
|
Mögliche Ursache
|
Lösung
|
|---|---|---|
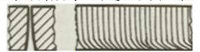 Erhebliche Abweichung der Schleifspuren am Boden
Erhebliche Abweichung der Schleifspuren am Boden
|
Vorschubgeschwindigkeit zu hoch
Laserleistung zu niedrig Luftdruck zu niedrig Fokuspunkthöhe zu hoch |
Vorschubgeschwindigkeit reduzieren
Laserleistung erhöhen Luftdruck erhöhen Fokuspunkthöhe senken |
 Tropfenförmige, leicht entfernbare Grate
Tropfenförmige, leicht entfernbare Grate
|
Vorschubgeschwindigkeit zu hoch
Luftdruck zu niedrig Fokuspunkthöhe zu hoch |
Vorschubgeschwindigkeit reduzieren
Luftdruck erhöhen Fokuspunkthöhe senken |
 Zusammenhängende Grate
Zusammenhängende Grate
|
Fokuspunkthöhe zu hoch
|
Fokuspunkthöhe senken
|
 Grate am Boden schwer zu entfernen
Grate am Boden schwer zu entfernen
|
Vorschubgeschwindigkeit zu hoch
Luftdruck zu niedrig Impure gas Fokuspunkthöhe zu hoch |
Vorschubgeschwindigkeit reduzieren
Luftdruck erhöhen Use purer gas Fokuspunkthöhe senken |
 Grate nur auf einer Seite
Grate nur auf einer Seite
|
Düse nicht zentriert
Defekte Düse |
Düse zentrieren
Düse austauschen |
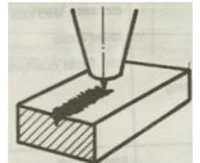 Material wird von oben ausgeworfen
Material wird von oben ausgeworfen
|
Laserleistung zu niedrig
Vorschubgeschwindigkeit zu hoch |
In diesem Fall sofort die Pausentaste drücken, um zu verhindern, dass Schlacke auf die Fokussierlinse spritzt. Dann Laserleistung erhöhen, Vorschubgeschwindigkeit reduzieren
|
 Unregelmäßiges Schneiden auf einer schrägen Fläche
Unregelmäßiges Schneiden auf einer schrägen Fläche
|
Falscher oder defekter Vollreflexionsspiegel
Falsch installierter Vollreflexionsspiegel am Ort des Umlenkspiegels |
Vollreflexionsspiegel überprüfen
Umlenkspiegel überprüfen |
 Blaues Plasma, Werkstück nicht vollständig durchtrennt
Blaues Plasma, Werkstück nicht vollständig durchtrennt
|
Falsches Bearbeitungsgas (N2)
Vorschubgeschwindigkeit zu hoch Laserleistung zu niedrig |
In diesem Fall sofort die Pausentaste drücken, um zu verhindern, dass Schlacke auf die Fokussierlinse spritzt. Sauerstoff als Bearbeitungsgas verwenden, Vorschubgeschwindigkeit reduzieren, Laserleistung erhöhen
|
 Unpräzise Schnittfläche
Unpräzise Schnittfläche
|
Luftdruck zu hoch
Beschädigte Düse Düsendurchmesser zu groß Schlechte Materialqualität |
Luftdruck reduzieren
Düse austauschen Passende Düse installieren Material mit glatter und gleichmäßiger Oberfläche verwenden |
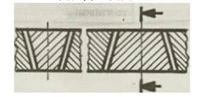
 Schräg verlaufende Schleifspuren, unten verengter Schnitt
Schräg verlaufende Schleifspuren, unten verengter Schnitt
|
Vorschubgeschwindigkeit zu hoch
|
Vorschubgeschwindigkeit reduzieren
|
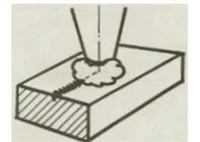
 Kraterbildung
Kraterbildung
|
Luftdruck zu hoch
Vorschubgeschwindigkeit zu niedrig Fokuspunkthöhe zu hoch Rost auf der Blechoberfläche überhitztes Werkstück unreines Material |
Luftdruck reduzieren
Vorschubgeschwindigkeit erhöhen Fokuspunkthöhe senken Material besserer Qualität verwenden |
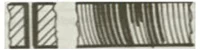 Sehr raue Schnittfläche
Sehr raue Schnittfläche
|
Fokuspunkthöhe zu hoch
Luftdruck zu hoch Vorschubgeschwindigkeit zu niedrig Material zu heiß |
Fokuspunkthöhe senken
Luftdruck reduzieren Vorschubgeschwindigkeit erhöhen Material kühlen |