

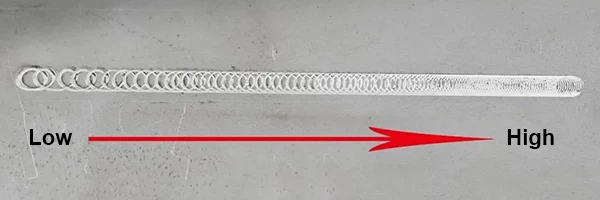
- Ausgangsleistung: Laserstrahlschweißen erfordert eine Schwellenenergiedichte. Unter diesem Wert ist die Schmelztiefe gering. Sobald dieser Wert erreicht oder überschritten wird, nimmt die Schmelztiefe signifikant zu. Plasma entsteht nur, wenn die Laserleistungsdichte auf der Werkstückoberfläche die Schwellenwert überschreitet (abhängig vom Material), was den Beginn des stabilen Tiefenpenetrationsschweißens anzeigt. Wenn die Laserleistung unterhalb dieses Schwellenwerts liegt, tritt nur Oberflächenschmelzen auf, was zu stabilem Wärmeleitungs-Schweißen führt. Wenn die Laserleistungsdichte nahe an den kritischen Bedingungen für die Porenbildung liegt, wird der Schweißprozess instabil, was zu erheblichen Schwankungen der Schmelztiefe führt. Die Laserleistung steuert sowohl die Schmelztiefe als auch die Schweißgeschwindigkeit beim Tiefenpenetrationsschweißen. Die Schmelztiefe hängt direkt von der Leistungsdichte des einfallenden Strahls und der Brennpunktgröße ab. Im Allgemeinen führt eine höhere Laserleistung zu schnelleren Schweißgeschwindigkeiten, aber übermäßig hohe Leistung kann dazu führen, dass der Schmelzpool zu tief ist, was zu Defekten wie Rissen führt. Es wird daher empfohlen, den wirksamen Leistungsbereich für eine bessere Parameteranpassung während des Abstimmungsprozesses zu priorisieren.
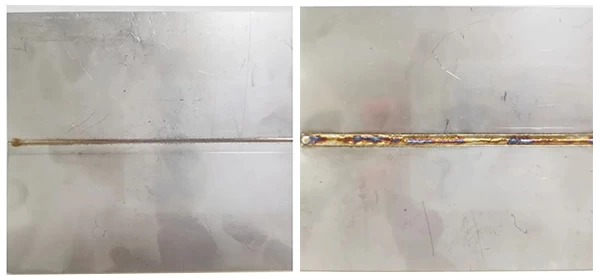
- Schweißgeschwindigkeit: Höhere Schweißgeschwindigkeiten führen zu flacheren Schmelztiefen. Bei niedrigen Geschwindigkeiten bildet sich ein großer und breiter Schmelzpool, der zum Zusammenbruch neigt. Beim Schweißen mit hoher Geschwindigkeit erstarrt der intensive Fluss von flüssigem Metall in der Mitte des Schmelzpools an beiden Seiten der Schweißnaht, bevor er eine Chance hat, sich neu zu verteilen, was zu einer ungleichmäßigen Schweißnaht führt. Daher empfiehlt Yupec Laser, beim Schweißen von dünnen Platten oder Materialien mit guter Schweißbarkeit hohe Geschwindigkeiten und bei dickwandigen Platten und anspruchsvollen Materialien niedrigere Geschwindigkeiten zu verwenden.
- Laserwellenform: Laserwellenformen umfassen gepulste Wellenformen, die üblicherweise für gepulste Laser und Nahtschweißwellenformen für kontinuierliches Schweißen verwendet werden. Beispielsweise kann beim Schweißen von hochreflektierenden Materialien wie Kupfer, Aluminium, Gold oder Silber eine trapezförmige Laserwellenform verwendet werden, um die Barrieren der hohen Reflektivität zu überwinden. Für schwarze Metalle wie Eisen und Nickel mit niedriger Oberflächenreflektivität sind rechteckige Wellen oder allmählich abklingende Wellen bevorzugt.
- Pulsfrequenz: Die Pulsfrequenz, die Strahlgröße und die Schweißgeschwindigkeit müssen aufeinander abgestimmt sein, um die gewünschte Überlappungsrate zu erreichen. Im Allgemeinen führt eine größere Überlappungsrate zu einem glatteren Schweiß, aber die Schweißgeschwindigkeit nimmt ebenfalls entsprechend ab. Wenn die Laserpulsfrequenz einen bestimmten Wert überschreitet, wird die Überlappungsrate zu hoch, überschreitet die Schweißgrenze des Materials und führt zu Penetration oder Schweißspritzern.
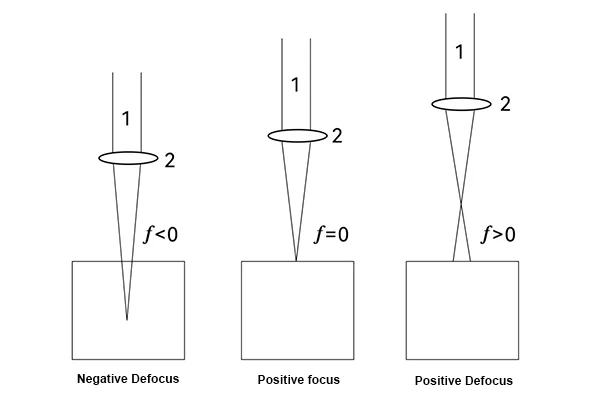
- Defokusmenge: Es gibt zwei Arten der Defokussierung: positive Defokussierung und negative Defokussierung. Bei der positiven Defokussierung wird die Brennebene über dem Werkstück platziert, während bei der negativen Defokussierung diese unterhalb platziert wird. Mit negativer Defokussierung ist die interne Leistungsdichte des Materials höher als an der Oberfläche, was es anfälliger für stärkeres Schmelzen und Verdampfen macht und das Licht tiefer in das Material eindringen lässt. In praktischen Anwendungen wird negative Defokussierung verwendet, wenn eine große Schmelztiefe erforderlich ist, während positive Defokussierung für das Schweißen von dünnen Materialien geeignet ist.
- Pulsbreite: Dieser Parameter gilt hauptsächlich für gepulste Laserstrahlschweißmaschinen. Die Pulsbreite ist einer der wichtigen Parameter von gepulsten Laserstrahlschweißmaschinen. Sie unterscheidet zwischen Materialentfernung und Materialschmelzen und ist ein wichtiger Parameter, der die Kosten und das Volumen der Verarbeitungsausrüstung bestimmt. Eine längere Pulsbreite führt zu einem größeren Schweißdurchmesser, und für denselben Arbeitsabstand führt sie zu einer tieferen Schmelztiefe.







